2、(1)线切割加工
线切割缺点:
1.打穿丝孔时间长;
2.叠装加工,平面度、垂直度、位置度精度差,尺寸无法保证;
3.产品切割后,一片一片清洗油污,后处理时间长;
4.制作时间长,精度差,成本高;
(2)单冲模单
冲模缺点:
1.时间长,30-45天;
2.模具开发成本高;
3.工伤事故多;
(3)大功率、低精度激光切割机
大功率切割缺点:
1.对硅钢片的性能破坏大;
2.尺寸精度低;
3.毛刺大;
(4)超精密小功率激光切割机
超精密小功率激光切割机优点:
1.速度快:1小时报价/24小时交样;
2.精度高:±0.01mm;
3.材料厚度薄:0.10mm;
4.行程大:1250*2500;
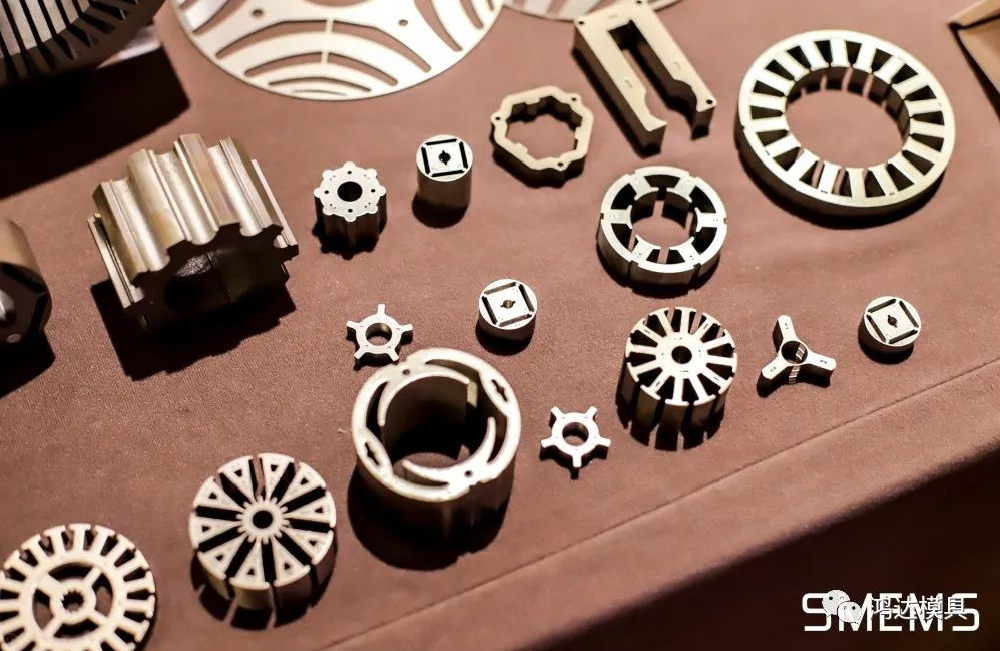
5.毛刺小,表面光洁度好。可加工电机研发高难度电机冲片加工;

3、T激光技术创新与应用德国Stiefelmayer公司于2006年自主研发生产了第一台激光切割机,主要针对高性能电机制造和新能源汽车技术研发制造。日本AMADA也于2008年着手进行研究开发超精密激光切割机,并于2011年7月作为产品投入市场。2017年鸿达模具与德国Stiefelmayer公司开始超精密激光切割机的研制。

4、设备技术对产品的影响:25%
德国、日本等设备优势:
1.设备行程大:1250*2500;
2.切割速度快:提高10-20%;
3.重复定位精度好:±0.005;
4.尺寸公差小:±0.01;
5.自动化程度高;
6.稳定性可靠性好;
5、装夹技术对产品的影响:25%
如何保障在16Map高压气流切割过程中,材料厚度只有0.1mm产品的不抖动;
1.材料装夹不好,会使产品在加工过程中产生抖动,无法保证切割精度。
2.采用好的装夹技术,使产品固定牢固,切割稳定,确保加工精度。
6、检测技术对产品影响:25%
通过影像测量仪,将检测数据准确的反馈给编程员进行补偿,经多次补偿切割,确保尺寸符合图纸要求。一般需要经过8-10次的反复检测反馈才能达到理想的尺寸。
7、编程加工技术对产品的影响:25%
不同的钢厂,不同的材料牌号,不同的厚度,不同的涂层,对产品加工都有的影响,一般需要通过8-10次的补偿加工才能达到图面的尺寸(±0.01)。成立项目攻关小组:35年电机冲片取值、数控编程加工经验,经过不断的切割数据积累和调整,需要经过多次调整,才能最终获得图面的切割尺寸。

8、Q品质
①、精度高:±0.01以内,位置度好、公差小。
②、表面光洁度好:切口表面光洁,无毛刺、无压点,无变形,无塌边。
9、C成本
新技术、新工艺、新材料、新装备,可替代模具生产冲片,减少模具开发,节约电机研发成本。
10、P产能
实践与应用
1.设备数量多:12张电机定转子冲片图可同时上机加工;
2.大小规格全;
600*600
1300*1500
1250*25003.
材料厚度范围广:可加工0.10-1mm硅钢片;
11、D交期
1小时报价,24小时交样。